我们力创优越于竞争者10%的产品精良的原材,优良的设备,杰出的设计,以匠人之心打造
24小时服务热线
13711997102

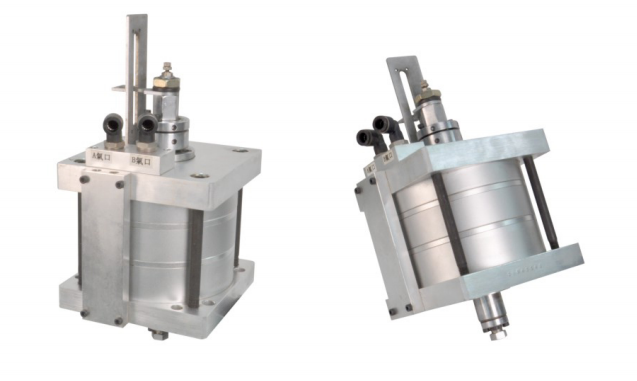
打刀缸的安装与调试,很重要。打刀缸用于立式主轴时,用支架固定并垂直安装在主轴箱上面;用于卧式主轴时,应注意油杯口保持垂直向上,并保持油杯高于油缸外体。用于卧式主轴时,由于油缸内易残留空气,出力要降低10%~15%,此点必须提醒注意。

1、打刀缸的支架固定面应与主轴轴线垂直,允许误差不超过0.05mm/100mm避免打刀缸歪斜,打刀时对缸壁产生作用力,影响使用寿命。
2、打刀缸安装后,先调整主轴打刀时的行程位置。气缸上腔通气,压杆推动主轴内拉力杆,让打刀缸全部伸出后,应使刀柄能够顶出主轴孔,在测里拉杆端面到主轴端面的距离顶刀量的多少应根据所使用的刀库机械手上下窜动里确定,通常30主轴顶刀里为0.2~0.4mm,40主轴的顶刀量0. 4~0.7mm,50主轴顶刀量为0.5~1mmo但切不可小于最小顶刀里。
3、打刀缸调整压块距离时,先松开防松垫圈上的螺栓,调整固定螺丝与拉杆距离。调整好后,进行打刀试验并检测,直到达到要求值,保证刀具能松开取下,而又不伸出过多;不然,刀库的刀臂会弯曲,主轴受损。
4、调整后将防松垫圈上的螺栓紧固定,调整好打刀位置后再检查主轴在带刀与不带刀的状况下,主轴上的拉刀杆尾部不应与压固螺纹接触,否则,主轴运转会与压固螺丝摩擦。
5、如果发生以上情况,应调整刀具拉杆的长度、打刀行程或选择行程更大的打刀缸。
6、打刀缸行程开关位置的调整。调整行程开关位舌直接与刀具自动交换程序有关,应加以重视。调整行程开关,在两端分别进行。压杆处在极限位置,将行程开关逐渐向撞块靠近,待开关内刚好发生动作(可听到单簧片弹动的声音)再将开关下压0.5~1.5mm固定即可。
PLC电控图中应增加延时继电器,合理设置延时时间,使拔刀、拉刀与刀库动作协调,避免过早拔刀或过早松刀。
东莞久力厂家作为一家负责任的高端气动液压设备品牌,一直致力于为消费者提供高品质气动液压产品。
除此之外,久力厂家JLDD气液增压打刀缸推出"一年包换,2年保修"服务,这也是久力厂家对消费者做出郑重承诺。
想了解更多气液增压技术知识?请继续关注我们哟~小久悄悄告诉你!
